G 코드 및 HEIDENHI 시프트 기능
G10
작업좌표, 공구보정 등 프로그램으로 변경 가능
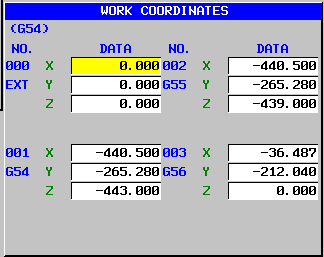
1. Fanuc 표준 작업 좌표(G54~G59)
G90G10L2P1X_Y_Z_;
L2 = 공작물 좌표 명령
L2 P1 = G54
L2 P2 = G55
L2 P3 = G56
L2 P4 = G57
L2 P5 = G58
L2 P6 = G59
L20 = 확장 작업 좌표
L20 P1 = G54.1P1
L20P2 = G54.1P2
….
L20 P48 = G54.1P48
L10 = 공구 길이 길이 보정
G10 L10 P3 R15.0 (H3 길이 보정 15개 값 입력)
P = 수정 번호
R = 보정량
L12 = 공구 길이 알람
G10 L12 P3 R15.0 (D3 경보 설정에 값 15 입력)
P = 수정 번호
R = 보정량
Fanuc 작업 좌표 및 공구 정보 값에서 확인 가능
2. 하이덴하인 기준
CYCL DEF 7.0 영점 이동
사이클 데프 7.1 X+0
사이클 방어 7.2 Y+0
사이클 디프 7.3 Z+0
작업 좌표는 각 위치에서 입력 값을 중심으로 이동합니다.
실행 후 null을 삽입하는 코드를 붙여넣어야 합니다.
이동량 확인 가능